


In Part 1, we described different kinds of metal casting methods. And in this post, Part 2, let’s talk about another kind of metal parts manufacturing process, different types of plastic forming methods.
Plastic forming, also known as plastic deformation, is a forming process in which metal materials undergo plastic deformation under external forces within a certain temperature range, and a predetermined shape is formed by a mold. Common plastic forming methods include forging, rolling, extrusion, stretching, stamping, etc. Plastic forming can improve the strength, hardness, toughness, and other properties of metal materials and is widely used in fields such as machinery manufacturing, aerospace, automobiles, and rail transportation.
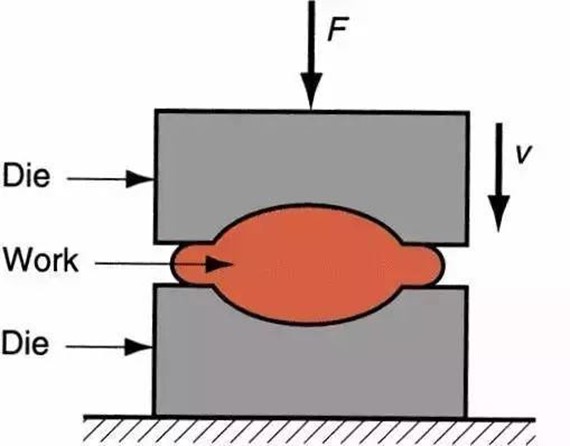
2.1 Forging
Forging is a manufacturing process that utilizes forging presses to apply pressure to metal billets, causing them to undergo plastic deformation and obtain forged components with specific mechanical properties, shapes, and dimensions.


2.1.1 The classification of Forging processes
According to the forming mechanism, forging can be divided into free forging, die forging, ring rolling, and special forging.
Free forging generally refers to the method of using simple tools on a forging hammer or hydraulic press to hammer the metal ingots or blocks into the required shape and size.
Die forging is formed using a mold on a forging hammer or hot die forging press.
Ring rolling refers to the production of annular parts of different diameters through dedicated equipment called ring rolling machines. It is also used to produce wheel-shaped parts such as automobile wheels and train wheels.
Special forging includes roll forging, wedge horizontal rolling, radial forging, liquid die forging, and other forging methods, which are suitable for producing some special-shaped parts.
2.1.2 Forging Processes
The production process of forging includes: blank heating → roll forging for pre-forming → die forging for shaping → trimming → punching → straightening → intermediate inspection → forging heat treatment → cleaning → straightening → inspection
2.1.3 Characteristics of Forging Processes
- The quality of forgings is higher than that of castings, and they can withstand greater impact forces. Their mechanical properties, such as plasticity, toughness, and others, are also higher than castings and even some rolled products.
- It saves raw materials and also reduces processing time.
- It has high production efficiency.
- Free forging is suitable for small batch production of individual parts and has relatively large flexibility.
2.1.4 Application of Forging processes
Large rolling mill rolls and herringbone gears, turbine rotors, impellers, and casings of steam turbines, large hydraulic press working cylinders and columns, locomotive axles, and crankshafts and connecting rods for automobiles and tractors are common products manufactured using forging processes.
2.1.5 Click to find out Sinoway’s forging capabilities
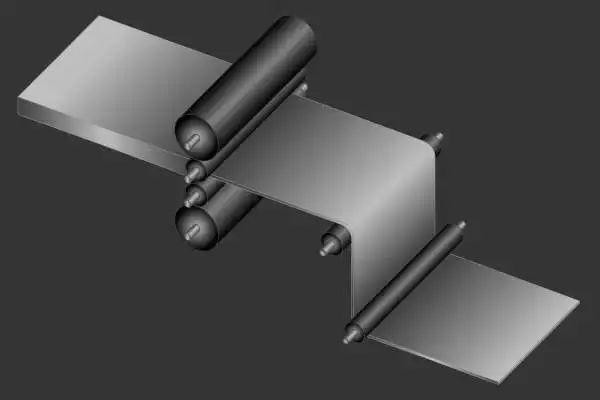
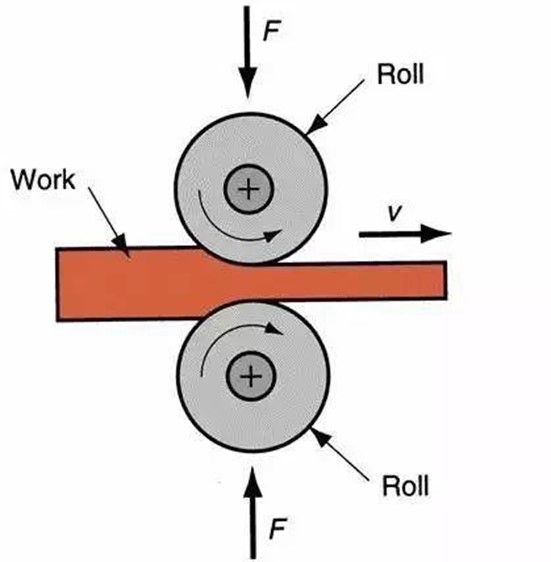
2.2 Metal Rolling
Rolling is a metalworking process that uses a pair of rotating rolls with various shapes to reduce the cross-sectional area and increase the length of a metal workpiece by compressive forces exerted by the rolls as they pass through the gap between them.

2.2.1 The classification of Rolling processes
Rolling processes can be classified into three types based on the direction of the rolling material: longitudinal rolling, transverse rolling, and skew rolling.
Longitudinal rolling: The metal passes through two rotating rolls that turn in opposite directions, causing plastic deformation between them.
Transverse rolling: The movement of the rolling metal after deformation is in the same direction as the axis of the rolls.
Skew rolling: The rolling metal moves in a spiral motion, and the angle between the rolling metal’s movement direction and the rolls is not right-angled.
2.2.2 Application of Rolling processes
Rolling processes are mainly used in the production of metal materials such as profiles, sheets, and pipes, as well as some non-metallic materials such as plastic and glass products.
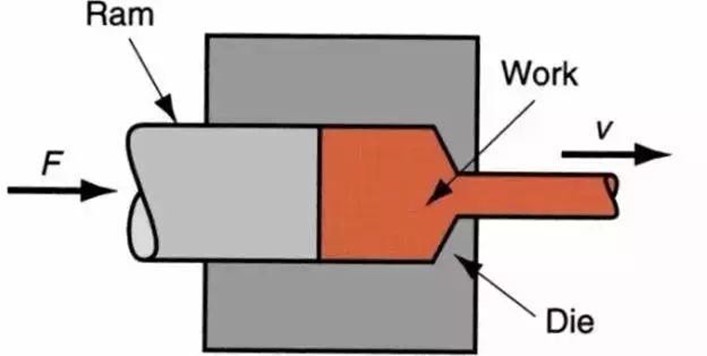
2.3 Metal Extrusion Shaping
Extrusion is a manufacturing process in which a workpiece is forced through a die to produce a product with a reduced cross-sectional area and increased length under the action of non-uniform compressive stress in three directions. This process is called extrusion, and the workpiece is said to be extruded.

2.3.1 The procedures of Extrusion processes
Preparation before extrusion → Heating of the billet → Extrusion → Stretching, twisting, and straightening calibration → Cutting (fixed length) → Inspection → Packaging and storage
2.3.2 Advantages of Extrusion processes
- Wide production range with multiple product specifications and varieties;
- High production flexibility, suitable for small batch production;
- High precision of product dimensions and good surface quality;
- Requires less equipment investment and smaller factory area, easy to achieve automated production.
2.3.3 Disadvantages of Extrusion Processes
- Large geometric waste loss in the extrusion shaping process;
- Uneven metal flow;
- Low extrusion speed and long auxiliary time;
- The tools experience significant wear and tear, leading to high expenses.
2.3.4 Application of Extrusion Processes
The extrusion shaping process is mainly used to manufacture long rods, deep holes, thin-walled, and special-shaped cross-sectional parts.





{kind=link}
{kind=link}
{kind=link}
{kind=link}